顏色理論:每個配色人必須收藏的經典教材
環顧四周,會發現在日常生活中,我們被包圍在無數的顏色中,顏色與長度和重量不同,因為目前還沒有量度顏色的物理標度。由於觀察的角度以及色靈敏度不同,人們對顏色的認知也有所不同,而對於顏色來說,這就是一個問題。所以我們將顏色數位化,是數字來表達顏色。回復“色母”或“顏色”,查詢更多資訊。
一、光,視覺和物體 觀察顏色必備條件,缺一不可
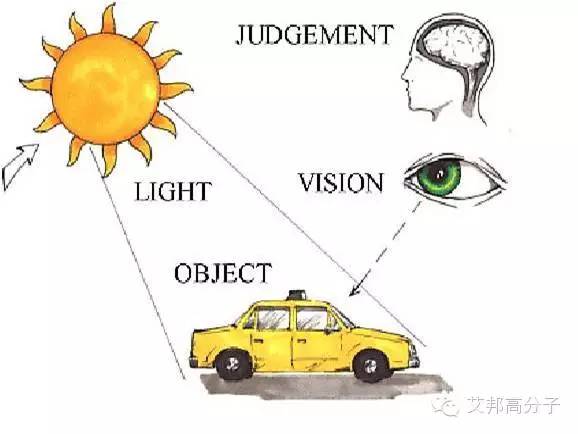 但,我們如何來對顏色進行區別的呢?
但,我們如何來對顏色進行區別的呢?
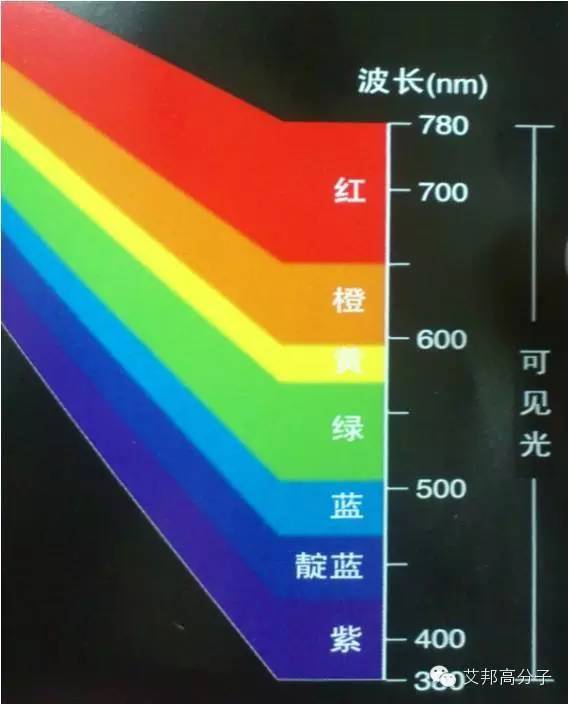
首先我們認識一下可見光,即人類可以看到作為顏色的特定光,可見光的波長範圍:380nm 到780nm。我們通過棱鏡可以將可見光分為七種不同的光譜,類似于彩虹一樣,而人眼之所以可以看到這些色譜,是因為這些特定的波長刺激了人眼中的視網膜。七種色譜分別為:紅,橙,黃,綠,藍,靛藍,紫。
 色譜
色譜
在波長最長的區域的光線看到的就是紅色,在波長最短的區域內看到的光線就是紫色。
二、構成顏色的三要素:色調 亮度 色飽和度
色調(Hue),用H表示
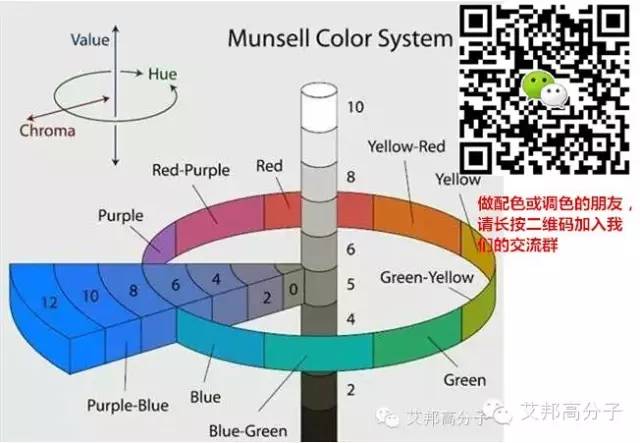
色調,又稱色相:它是各種顏色與顏色的主要區別,其決定于光源的色譜組成和人眼對物體表面反射的各波長產生的感覺。如圖示,為色相
 色相
色相
在孟塞爾體系中,紅(R)、黃(Y)、綠(G)、藍(B)、紫(P)五種基礎顏色中間插入黃紅(YR)、黃綠(YG)、藍綠(BG)、藍紫(BP)、紅紫(RP)組成十種基本色相的色相環。再把十色環細分,便可以得到更精緻的顏色。回復“色母”或“顏色”,查詢更多資訊。
亮度(lightnees Value),用H或者V表示。
亮度,又稱明度,是表示物體表面反射光線數量的顏色屬性,反射數量多久明亮,反之則暗。
在無彩色中,明度最高為白色,最低為黑色;在有彩色中,一個彩色物體表面,光反射率越大,看上去越亮,這個顏色的明度就越高。
在同一色相中可以有不同的明度,如,在藍色中,加入白色,則明度增加;加入黑色,則明度下降;在不同色相中也有同樣的變化。
 明度
明度
色飽和度(Chroma)用C表示
色飽和度又稱色度,即顏色的鮮豔與陰晦或暗沉,又指顏色的純度,單色的可見光是最飽和的色彩,即飽和度最大,摻入的白光成分越多,就越不飽和.
每種顏色都會有不同的彩度變化,高彩度的色調加入白色就會變淺,提高它的明度,降低了它的純度;加入黑色時變深,明度降低,但同時也降低它的純度。回復“色母”或“顏色”,查詢更多資訊。
三、孟塞爾系統名稱
命名的方式便簡單解釋一下, H+L/C,色調+亮度/色飽和度
如: 5B 5/10 是中等明度(5),高色度(10)的正藍色(5B)
四、配色原理
1.拼色原理
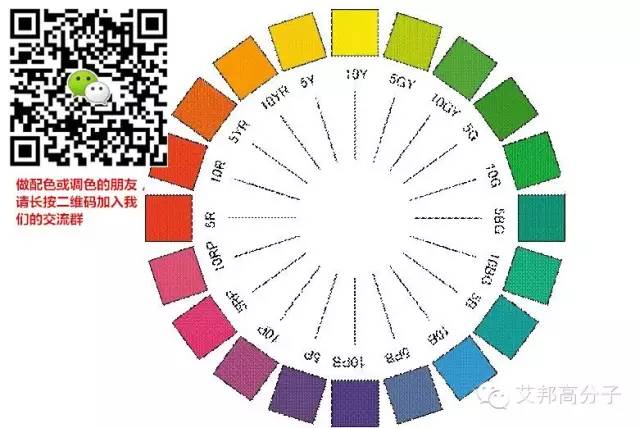
 伊登色環
伊登色環
如圖所示,紅、黃、藍兩兩配色可以配出橙、綠、紫;如:紅+黃=橙.而這三個間色加上三原色共有六個顏色,再將相鄰的顏色等量調配,又可以得到相鄰兩色的中間色,如:黃+橙=黃橙。這樣就有了十二種色相,如果再加入黑白來調配明度,理論上可以調配出任意一個顏色來。
2.補色原理
兩 個原色可以調成一個間色,該間色與沒有參與的原色為互補色。比如,黃與藍拼成綠色,與未參與的紅色是互補色,在色環上成180℃對立。可以總結為,紅 ---綠、黃—紫、藍---橙。所以,在調配顏色時,可以用補色來進行色差的微調,如,色光偏黃可以加入少量的藍色,色光偏藍可加入少量黃色系顏料。
3.相似色調色
相似色是指在給定顏色左右兩邊的顏色。間色一定帶有兩種原色的色光。在調配顏色時,盡可能地選擇與樣板色相似的顏料來拼色。
4.消色
在調色中,白色或黑色的加入可明顯地降低顏色的彩色和明度,使原來的顏色的色調減弱,改變甚至消失。
五、調色方法
- 同色調配:單一顏色,只是色相深淺與明暗度不同
- 近似色調配:使用鄰近的顏色或在色環上很接近的顏色做調配
- 互補色調配:使用色環上兩個相對的顏色來做調配
- 對比色調配:使用一種顏色,再加上其互補色旁邊的兩個顏色做調配
- 三角調配:使用色環上三個等距離顏色。回復“色母”或“顏色”,查詢更多資訊。
六、常用的塑膠著色方法
1.幹法著色
 色粉
色粉
色粉,直接用色粉添加適量的粉狀助劑與塑膠原料進行混色,可隨時對顏色進行微調(優點:分散性好,成本低;缺點:污染較大,對操作人員的健康有一定影響)
2.色漿著色
 色漿
色漿
通常是先把著色劑與液態的著色助劑混合研磨成糊狀物後,再將其與塑膠均勻混合。(優點:分散性好,不會形成粉塵污染;缺點:著色劑用量不易計算,成本較高)
3.色母粒著色
 色母粒
色母粒
配製色母粒時通常先調配處合格的顏色的顏料,再將顏料按配方比例混入色母載體,通過造粒機生產出來。(優點:污染降低,換色容易,不需要對擠出機大量清洗,配方穩定性高;缺點:成本高)
七、配色中應該注意這幾點
1)對常用塑膠的原料性能,成型工藝,塑膠色粉特性,調色理論以及色系調色技巧要熟練掌握;從整體把握調色要領,學會分析與總結;關鍵是對色粉原料的著色力、色相、色光、耐溫性、分散性以及適用性的掌握
2)對拼色原則的掌握,能對各種顏色進行組合搭配
3)對各種原料的特殊性要有所瞭解,如底色、透明度、成型溫度、化學特性等
4)熟悉各種成型機器的操作與調試 方法,特別是背壓與成型溫度,成型時間等
5)對塑膠的用量要稱量準確。
最後跟大家分享一個調色案例
注:實際調色案例(在實際生產過程中,配方需要隨時進行調整,該如何解決?)
這是尼龍PERLGRAU 顏色的調色過程
| Item No | Description of RM | Start | Correct-1 | Correct-2 | Correct-3 |
| 12367511 | TIO TIPURE R105 WHI(白) | 3.400 | 3.400 | 3.400 | 3.400 |
| 12320111 | PIG PRINTEX 80 BEADS BLK(黑) | 0.017 | 0.025 | 0.019 | 0.020 |
| 16299011 | PIG TITANIR 6994 YEW(黃) | 0.100 | 0.100 | 0.090 | 0.090 |
| 12315811 | PIG COLORTHERM 110M RED(紅) | 0.007 | 0.007 | 0.007 | 0.007 |
| 12328211 | PIG NUBIX E38 BUE(藍) | 0.040 | 0.040 | 0.040 | 0.040 |
| QC Test Item | QC Specification | QC Result | QC Result | QC Result | QC Result |
| Data L-D65 (Black --->White) | -1.9~-1.0 | 0.10 | -3.52 | -1.08 | -1.58 |
| Data A-D65 (Green--->Red) | -0.25~0.25 | 0.15 | 0.13 | 0.17 | 0.17 |
| Data B-D65 (Blue --->Yellow) | -0.5~0 | 0.40 | -0.38 | -0.12 | -0.20 |
從以上調色中可以看出,增加黑色色粉的 用量,Δb往藍色方向移動。但是卻對Δa 沒有影響。另外提醒一點的是:一般的情況下,如果只是增加色粉,整個顏色也會往暗的方向走。此時ΔL往負方向走。特殊情況:但是在紅色產品中,黑色色粉有 著很重要的作用,他可以直接影響Δa 的值,且影響非常大。所以在紅色產品中,尤其沒有白色色粉的情況,黑色色粉的稱量尤其的重要,一定要非常的準確。
調色應該注意的:
1.在調色中,一般儘量不要動白色色粉,一般為鈦白粉,鈦白粉對抗沖性能有很大的影響,對耐候性的產品也有影響,所以一般不做太大的改動。
2.在合格顏色基礎上,顏色儘量往白色和藍色方向調配,因為隨著產品使用或放置過久,產品容易變黑和變黃,所以,在前期微調時,把握好顏色的方向,可以使產品的“新“程度變得更長久一些。
3.調色的實際經驗很重要,以及前後顏色配色對比分析也不可或缺,因為,在生產過程中,不同批次的原料以及加工條件,使用同一配方可能會有色差,所以,每次的生產配方都應該做好記錄並保存,以方便查詢對比。
4.熱敏性高的色母粒,最好在完全冷卻後再測試其顏色值,因為,有的色母粒的顏色,溫度的不同,L,a,b值變化非常大。
5.調色過程中,儘量調試一種色粉或者色母粒,且儘量不要動複合色粉或色母粒,在動複合色粉之前,最好能充分瞭解複合色粉的色系變化。回復“色母”或“顏色”,查詢更多資訊。